







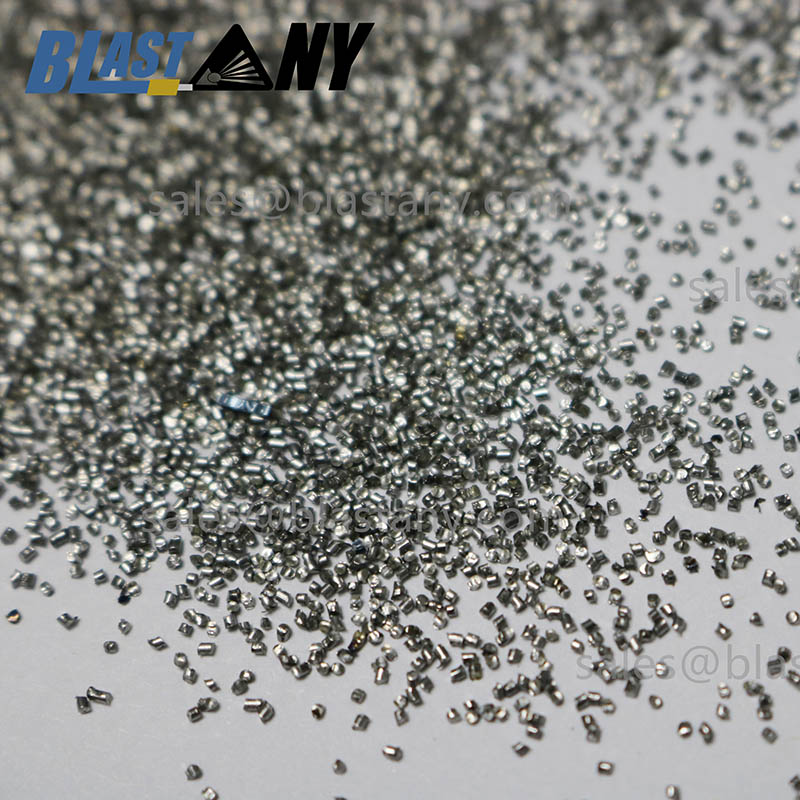




Sačma od nehrđajućeg čelika s tehnologijom atomizacije
Područje primjene
1.Površinska obrada lijevanog aluminija i cinka i čišćenje površine od lijevanog aluminija u pijesku. Prskanje i poliranje površine umjetnog mramora. Čišćenje i završna obrada oksidne okamene površine lijevanog visokolegiranog čelika, bloka motora od aluminijske legure i drugih velikih dijelova od lijevanog aluminija, obrada mramorne površine i protuklizna obrada.
2.Lijevanje aluminija i cinka pod pritiskom, čišćenje površine preciznog lijevanja, hrapavost površine prije posebnog premazivanja, rafinirano poliranje raspršivanjem aluminijskog profila za uklanjanje površinskih linija ekstruzije, rafinirano poliranje raspršivanjem površine bakreno-aluminijske cijevi i rafinirano poliranje raspršivanjem spremnika i ventila od nehrđajućeg čelika.
3. Očistite alate za hladno lijevanje, kromirane kalupe za kovanje i gume, obnovite poklopac pumpe kompresora automobila, ojačajte precizni zupčanik i oprugu startera te polirajte površinu spremnika od nehrđajućeg čelika raspršivanjem.
4.Lijevanje aluminija i cinka pod pritiskom, kućište motora motocikla, glava cilindra, rasplinjač, kućište pumpe za gorivo motora, usisna cijev, brava automobila. Površina profila kotača od lijevanog pod niskim tlakom mora se očistiti i obraditi prije bojanja. Završna obrada površine i čišćenje bakrenih, aluminijskih, nehrđajućih, livenih dijelova od nehrđajućeg čelika itd.
Tehnički parametri
| Projekt | 304 Kvaliteta | 430 Kvaliteta | |
| Kemijski sastav% | C | 0,08-1,0 | <0,2 |
| Si | 0,4-1,2 | <1,5 | |
| Mn | 0,35-1,2 | 0,8-1,2 | |
| S | <0,05 | <0,05 | |
| P | <0,05 | <0,05 | |
| Cr | 15-16,5 | 15-17 | |
| Ni | 5-8% | 0 | |
| Tvrdoća | HRC40-50 | HRC35-50 | |
| Gustoća | 7,00 g/cm3 | ||
| Mikrostruktura | austenitni | Ferit | |
| Izgled | Sferni Šuplje čestice = 0% Šuplje čestice = 0% | ||
| Tip | 14-18# / 16-20# / 20-25# / 25-30# / 30-40# / 40-70# / 70-140# / 140-270# | ||
| Pakiranje | Svaka tona u zasebnoj paleti i svaka tona podijeljena u pakete od 25 kg. | ||
| Izdržljivost | 27000~28000 puta | ||
| Gustoća | 7,0 g/cm3 | ||
| Primjena | Uglavnom se koristi za uklanjanje neravnina i površinsku obradu lijevanog aluminija, lijevanog cinkovog legura i lijevanog magnezijevog legura; površinsku obradu preciznog lijeva, lijevanog nehrđajućeg čelika i pejzažnih blokova; izradu stakla, čišćenje površina i razne predobrade kalupa za lijevanje pod pritiskom. | ||
Primjena
| TIP | Preporučeni opseg upotrebe |
| 14-18# | Očistite alate za hladno lijevanje, matrice za kromiranje za kovanje guma, obnovite poklopac pumpe kompresora automobila, ojačajte precizni zupčanik i oprugu startera te polirajte površinu spremnika od nehrđajućeg čelika raspršivanjem. |
| 16-20# | Lijevanje aluminija i cinka pod pritiskom, čišćenje površine preciznog lijevanja, hrapavost površine prije posebnog premazivanja, rafinirano poliranje raspršivanjem aluminijskog profila za uklanjanje površinskih linija ekstruzije, rafinirano poliranje raspršivanjem površine bakreno-aluminijske cijevi i rafinirano poliranje raspršivanjem spremnika i ventila od nehrđajućeg čelika. |
| 20-25# | Lijevanje aluminija i cinka pod pritiskom, kućište motora motocikla, glava cilindra, rasplinjač, kućište pumpe za gorivo motora, usisna cijev, brava automobila. Površina profila kotača od lijevanog pod niskim tlakom mora se očistiti i obraditi prije bojanja. Završna obrada površine i čišćenje bakrenih, aluminijskih, nehrđajućih, livenih dijelova od nehrđajućeg čelika itd. |
| 25-30# | Završna obrada površine lijevanog aluminija i cinka pod tlakom, čišćenje površine lijevanog aluminija u pijesku. Površina umjetnog mramora se prska i polira. |
| 30-40# | Osim wg40 funkcije, površina odljevka od nehrđajućeg čelika je glatka i fina. Tretman uklanjanja kamenca s otkovaka od legiranog čelika. Umjetni mramorni učinak završne obrade površine i protuklizni tretman. |
| 40-70# | Čišćenje i završna obrada površine od visokolegiranog čelika s oksidnom korom, blok motora od aluminijske legure i ostali veliki dijelovi lijevani pod pritiskom, obrada mramorne površine i protuklizna obrada. |
| 70-140# 140-270# | Površina oblikovanog čeličnog odljevka se odzračuje prije premazivanja, obrade glavčine automobilskih kotača, obloge motora, hrapavosti i protuklizne obrade granitnih proizvoda i mramornih stepenica. |
Granularnost
| ZaslonBR. | Veličina zaslona mm | In | 14-18 | 16-20 | 20-25 | 25-30 | 30-40 | 40-70 | 70-140 | 140-270 |
| 14 | 1.4 | 0,0555 |
|
|
|
|
|
|
|
|
| 16 | 1.18 | 0,0469 |
|
|
|
|
|
|
|
|
| 18 | 1 | 0,0394 |
|
|
|
|
|
|
|
|
| 20 | 0,85 | 0,0331 |
|
|
|
|
|
|
|
|
| 25 | 0,71 | 0,0278 |
|
|
|
|
|
|
|
|
| 30 | 0,6 | 0,0234 |
|
|
|
|
|
|
|
|
| 35 | 0,5 | 0,0197 |
|
|
|
|
|
|
|
|
| 40 | 0,425 | 0,0165 |
|
|
|
|
|
|
|
|
| 50 | 0,3 | 0,0117 |
|
|
|
|
|
|
|
|
| 70 | 0,212 | 0,0083 |
|
|
|
|
|
|
|
|
| 100 | 0,15 | 0,0059 |
|
|
|
|
|
|
|
|
| 140 | 0,106 | 0,0041 |
|
|
|
|
|
|
|
|
| 270 | <0,05 | <0,0019 |
|
|
|
|
|
|
|
|
Kategorije proizvoda
-

Jeftini abrazivi za staklo dugog vijeka trajanja, granulacije 30-90...
-

Staklene perle s indeksima loma 1,9 i 2,2
-

Žica za rezanje visoke čvrstoće otporna na umor
-

Visokokvalitetna sačma od lijevanog čelika s visokom otpornošću na habanje...
-

Izdržljiva tvrda vlakna od ljuski oraha
-

Prirodni abrazivni klipovi kukuruza bez ogrebotina...
